We are so excited to finally be able to announce that WAi and CircuitHub have partnered together to change the way circuit boards get assembled.


The short version is, you can head over to CircuitHub.com and have your BOM, PCB, and Assembly quoted instantly via CircuitHub's app. CircuitHub handles all of the ordering and logistics for you and boards just arrive at your door. But it goes much much deeper than that.
Here's the long version...
The path to this type of service is littered with the remains of countless hours and effort to make buying assembled PCB's easier. Assembly is expensive, there's a lot of duplicated effort, and you really need to have experience with the whole process in order to get what you expect. Finding trusted partners (like WAi) is not easy. So for years people have been trying to make it easier and less expensive.
CircuitHub's idea is simple. Use your own EDA tool, upload your files, and choose specific manufacturers for each of your parts. From there they take advantage of the community they're building to standardize their component library and buy in bulk, then pass the savings onto their customers.
Let's take an example of a typical circuit board we see here. Your BOM for a single piece is about $20. Now you need to buy circuit boards. Well you only need 10 so that'll probably run you about $300. Then you need to get them assembled. Your assembly house has a ton of work they need to do in order to prepare to build your assembly. So you're looking at about $500 for the assembly plus a $300 stencil. So to get just 10 boards assembled, you're going to be out $1,300.
One of the advantages that large companies have over small companies is that they can support their own in house manufacturing and not rely on contract manufacturers like ourselves. When you have a dedicated engineering team, they can stick to a standard component library and then the business can buy those components in large quantities and save a lot of money. In contract manufacturing, you need to buy very small quantities because every engineer is using a different part. So we need to purchase exactly the right part for you that you specified. Using CircuitHub's "Part Rank" the community decides which parts should be used. When all of the designers are using the same 10K resistor or Atmel chip, we can buy 10,000 of them instead of just 6 for your project alone. To give you an idea of the cost savings we're talking about, for a run of the mill MCU like the ATMEGA32U4-AUR we would have to buy each chip at about $7.00. If we could buy 10,000 because everybody is using them, then we could pay about $3.50. That's half. Now multiply that kind of cost savings across your entire BOM. Now you're getting an idea of just how much money we can save here.
So now we've reduced the cost of your BOM from $20 to $10. Over 10 boards, that's a $100 savings.
Now to buy your boards. Well you're just a small guy. You don't buy a whole lot so the board house is going to have to put in extra effort to manage your build. So you're going to pay a premium rate. But with CircuitHub, since they're buying for the whole community, they'll have purchasing power and leverage that the little guy can only dream of.
Assembly is where a huge cost comes in. Stencils are expensive, programming the machines, setting up the feeders, profiling your assembly for the reflow oven, I could go on. This is where CircuitHub truly shines.
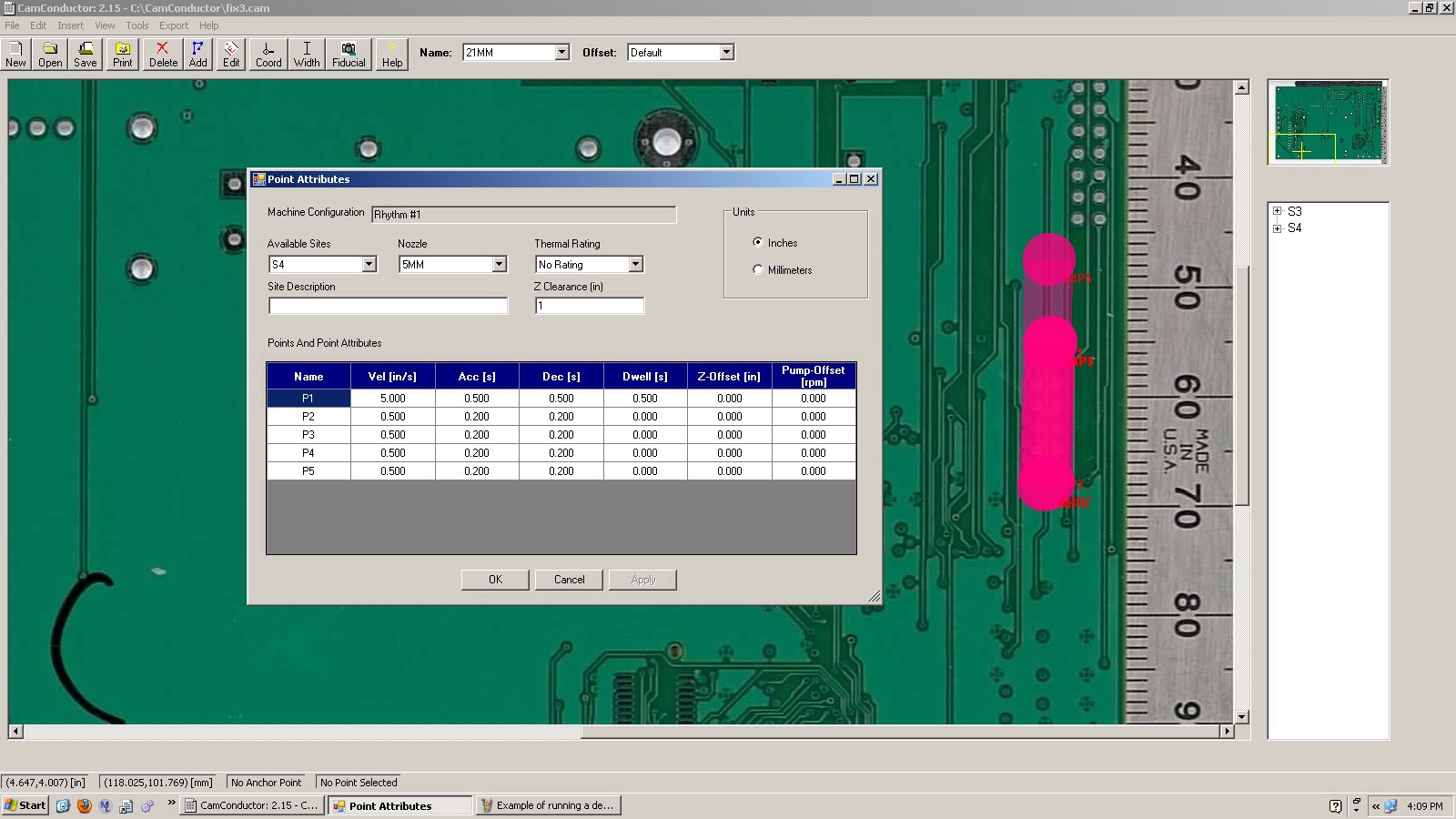
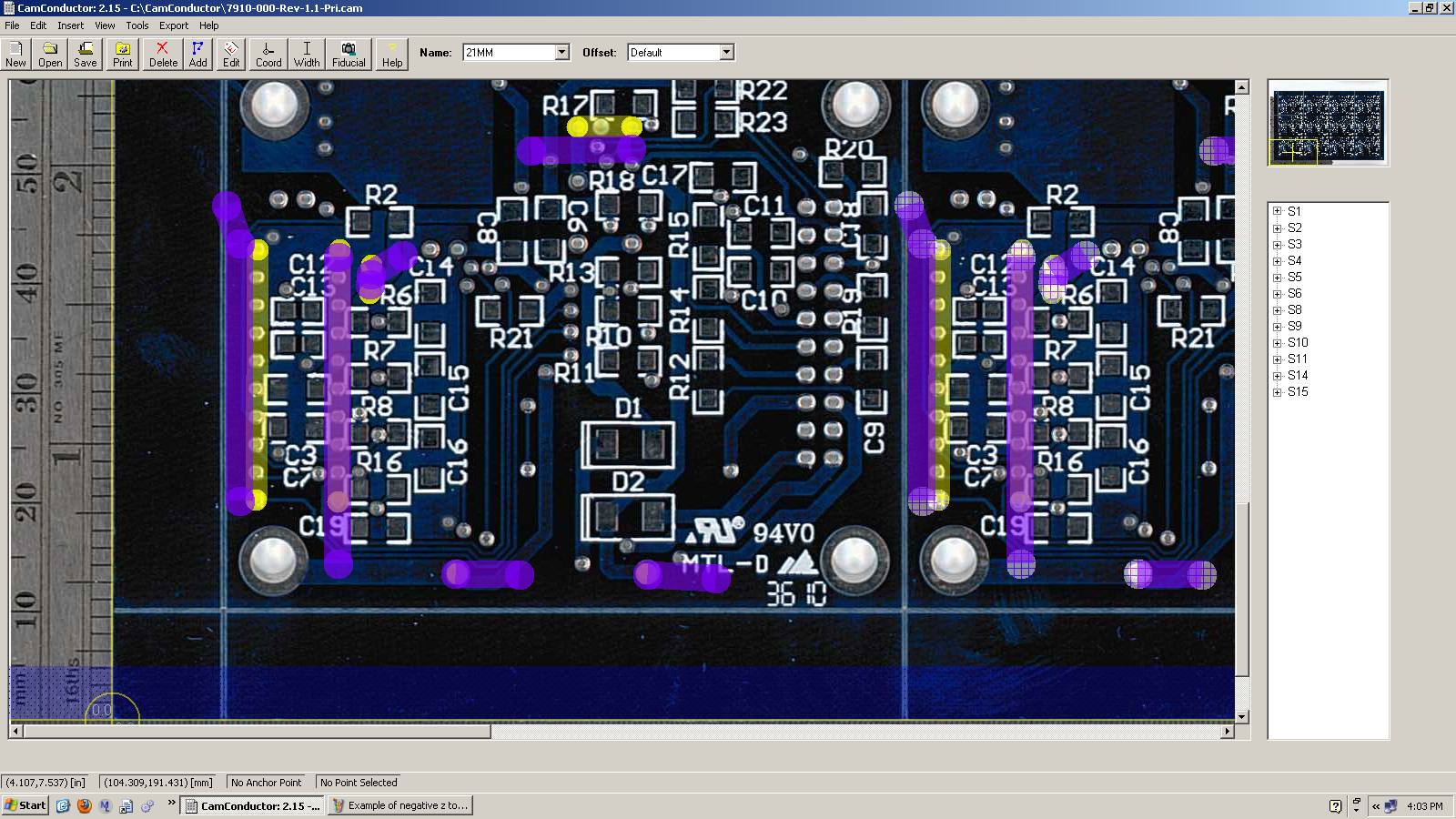
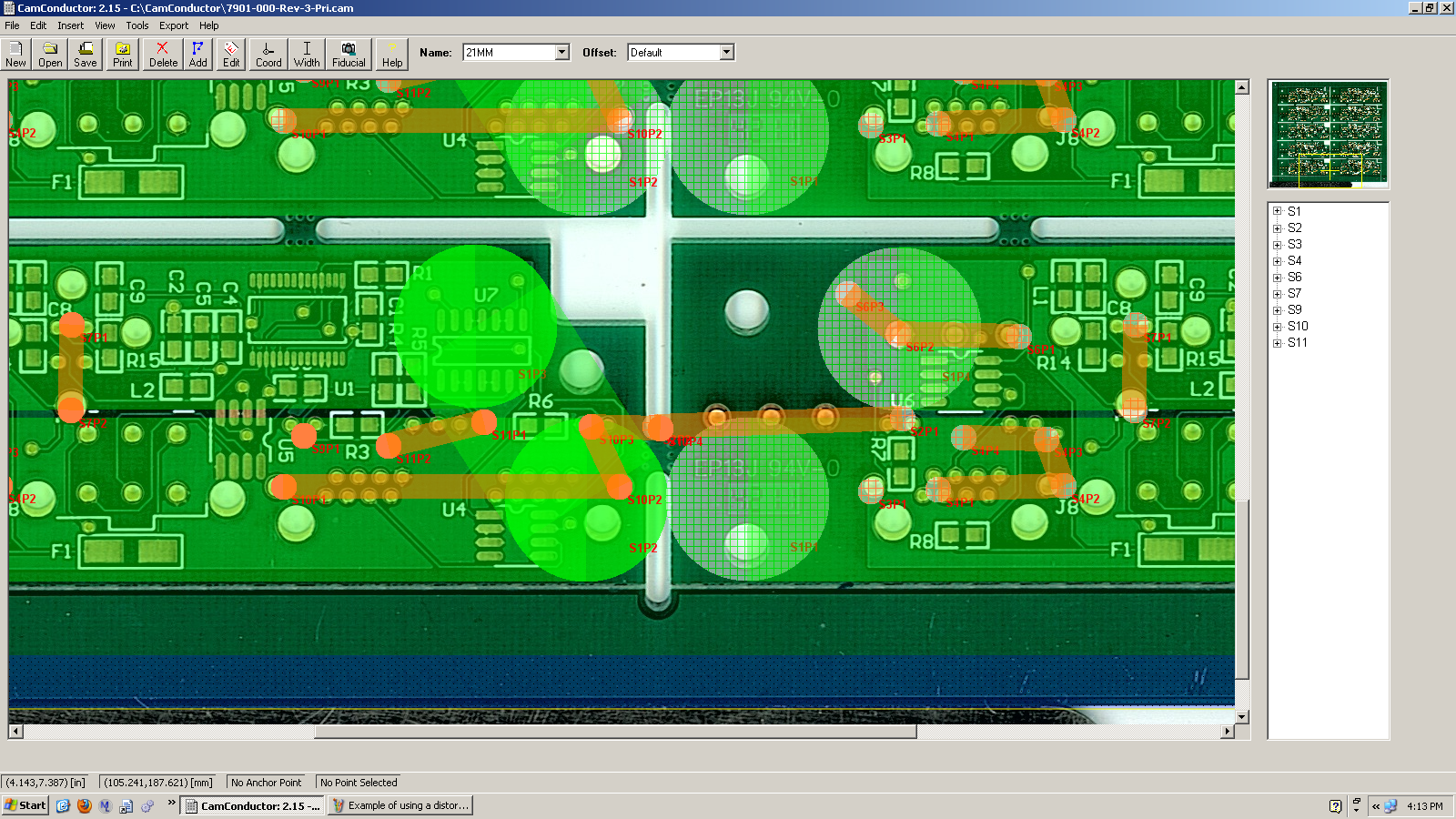
They've fully integrated their software into our systems. They have the ability to read our inventory levels, set up automated purchasing, automatically push programs directly into our pick and place machines, auto generate purchase orders and define production sequences. All of these things today are done manually, by a person sitting at their desk and parsing the information supplied to them to figure out what is required to assemble your circuit board. These tools should significantly reduce costs and we fully expect that CircuitHub will be able to beat our own internal pricing on most orders because of these efficiencies.
Not only that, but when the community settles around a fixed number of components, these components can have feeders dedicated to them. So we only have to plug the feeder into the machine and say "Go!" For small prototype runs of about 10 pieces, easily 25% of the cost is simply loading feeders with the components needed for each job.
Yield can be improved as well. We've seen easily over 20 different footprints for an 0603 resistor. That is crazy. Each footprint has its own characteristics in the reflow oven and not all of them work well. It's not uncommon to get a great deal of "tombstone" or "head-in-pillow" defects from a poor footprint. But if you use CircuitHub's footprint, then you know that we've seen it before and we can guarantee a high yield with that footprint.
I cannot tell you how excited we are to be a part of this and I can't wait for this awesome community of engineers and developers to start making cool products that we can all enjoy at an affordable price.
- Chris Denney, CTO